Kuinka tehdä Eiffel-torni paperista. Eiffel torni
Hei ystävät! Loman aattona minulla, kuten monilla teistä, on kiire lahjojen tekemisessä. Ja jokainen lahja, varsinkin käsintehty, ansaitsee kunnollisen pakkauksen. Mestareiden maassa on monia upeita mestarikursseja tästä aiheesta. Tarjoan vielä yhden vaihtoehdon: teemme yksiosaisen kehitystyön laatikosta, jossa on tietyn kokoinen saranoitu kansi, esimerkiksi pituus 9 cm, leveys 7 cm, korkeus 3 cm, kannen syvyys 1,5 cm - A4:lle arkki.
MATERIAALIT JA TYÖKALUT
Tarvitsin:
* paperi tai pahvi (käytän tavallista piirustuspaperia, leikkaan A3-arkin kahteen osaan) - valkoinen tai värillinen;
* sakset, viivain, lyijykynä, pisteytystyökalu (minulla ei ole kovin terävää nassua);
* kaksipuolinen teippi (käytän sitä useammin kuin liimaa, koska paperi ei kastu tai väänny);

Jos teet merkintöjä värilliselle pahville, tarkkuuden vuoksi sinun on tehtävä se väärältä puolelta tai piirrettävä kehityksen ympärysmitta etupuolelle ja merkitään sitten vain pisteet, jotka yhdistetään taitetta painettaessa viivoja (rypistysvaihe). Mitat on merkitty kaavioon, jotta kaikki on selvää.

Tässä vaiheessa työskentelen tietokoneella Photoshop-ohjelmalla maalatakseni laatikon tarvitsemillani väreillä (ja ajaa pysähtyneen tulostimen) ja lisätä kanteen haluamani kuvan. Samaan aikaan teen lisäosia, jotka ovat välttämättömiä laatikon sisäpuolen viimeistelyyn. Lisäksi maalaan vain yksityiskohdat, tausta pysyy valkoisena. Näin säästän maalia ja paperia. Saan taustat verkkosivustolta http://www.liveinternet.ru/community/4091266/rubric/1693222/.

Haluttaessa tuloste voidaan "laminoida" läpinäkyvällä itseliimautuvalla teipillä. Ja vasta sitten leikkaa tuloksena olevat osat.

Seuraavaksi teen pisteytyksen. Tämä on erittäin tärkeä vaihe. Se määrittää, kuinka siistit taitokset ovat ja kuinka tarkasti kansi sopii alaosaan. Tässä on erikoisuus: kannessa painamme viivoja merkintäviivojen ulkopuolelta ja rypistelemme laatikon pohjaa merkintäviivojen sisäpuolelta. Taiteviivojen välissä on pieni rako, jonka ansiosta kansi mahtuu normaalisti laatikkoon.

Teen leikkauksia ja taivutan puristettuja linjoja pitkin. Seuraavaksi, kun laatikkoa ei ole vielä liimattu, on kätevää liimata tarra kannen sisäpuolelle.

Aseta kaksipuolinen teippi venttiileihin.

En yritä sovittaa teippiä täydellisesti venttiiliin. Leikkaan sitten paperin reunat ilman teippiä.

Poistan kalvon laatikon pohjan läppien teipistä ja liimaa läpät. Ja sitten kokeilen miten kansi istuu laatikon päälle, katson tarvitseeko sivuja hieman siirtää toistensa suhteen, jotta kansi saadaan kunnolla kiinni.

Tuloksena on laatikko. Jäljelle jää vain vuoraus laatikon pohjalle.
Taittolaatikoita on monia erilaisia. Yleisin malli on pahvilaatikko, jonka pohja ja yläosa eivät ole yhteisen puolen vieressä; sitä koottaessa pahvikehitystä taivutetaan neljää yhdensuuntaista linjaa pitkin, joista yksi erottaa kapean läpän (muodostaa tehdasauman), joka liimataan ja työkappale ottaa holkin muodon. Reunat leikataan venttiilien muodossa, ja niihin kiinnitetään pisteytysviivat; sitten nämä läpät suljetaan ja kiinnitetään holkin reunaan, jolloin tuloksena on suljettu pakkaus.
Riisi. 6.2. Tässä esitettyjä taitettavien pahvilaatikoiden perustyyppejä on useita. Kuvassa on litteät aihiot, jotka on veistetty; Niihin kiinnitetään pisteviivat, minkä jälkeen laatikko kootaan ja liimataan yhteen. Liimaläppä on yleensä stanssattu laatikon takaosaa pitkin siten, että liimauksen jälkeen kartongin avoin reuna on takaosaan (kuvassa). ulkopuoli, jota kutsutaan myös die side)
Liimatulla pohjalla varustettu laatikko on hyvin samanlainen kuin edellä kuvattu, mutta molemmat pohjat suljetaan pakkauksen jälkeen. Kuvassa 6.2 esitetty erilaisia muotoja pohjaventtiilit. Pohjaläpät on usein varustettu erityisillä lukoilla estämään raskaita tavaroita putoamasta ulos laatikkoa nostettaessa. Pakettilaatikoissa on lisäaukkoja ja kielekkeitä, jotka estävät paketin avautumisen kuljetuksen aikana.
Olemme antaneet vain tärkeimmät lajikkeet, joiden perusteella lahjakas suunnittelija voi luoda monia uusia modifikaatioita. Pakkauksessa voi olla erilaisia leikkauksia ja ulkonevia osia, joiden avulla kuluttaja näkee tuotteen paremmin tai tarjoaa tuotteen tietyn sijainnin laatikon sisällä. Kun mukana tulee lisäosia (rei'itys ja saranat, kielekkeet ja raot, musiikkitelineet ja hihansuut), hinta nousee hieman tai ei muutu ollenkaan. Juuri tämä monimuotoinen muotoilu tekee taitettavasta laatikosta niin kätevän.
Laatikon suunnittelun ja materiaalien valinta määräytyy tuotteen tyypin ja tietyn tuotteen markkinointinäkökohtien mukaan. Jos pakkaukset suorittavat yksinomaan hyödyllisiä tehtäviä (esimerkiksi tuotteiden varastointiin) tai toimitetaan teollisuusyrityksille tai organisaatioille, kustannukset otetaan ensisijaisesti huomioon päätöksiä tehtäessä. Tässä tapauksessa ongelmana on ohuimman tässä tapauksessa hyväksyttävän pahvilaadun käyttäminen ja kehittämisen vähimmäispinta-alan laskeminen.
Pahvin lujuuden lisäys tai lasku sen paksuudesta riippuen on esitetty taulukossa. 6.2, sekä kuvassa 6 esitetyissä kaavioissa. 6.3, 6.4 ja 6.5. Kun tekniset vaatimukset on muotoiltu, on suoritettava testit valitun suunnittelun sopivuuden varmistamiseksi. Pudotus- ja tärinätestit ovat erityisen tärkeitä; ne tulee suorittaa olosuhteissa, jotka ovat mahdollisimman lähellä käyttöolosuhteita, eli sijoittamalla laatikkoon sisältö, johon se on tarkoitettu, ja pakkaamalla kuljetuskonttiin niin monta laatikkoa kuin siinä käytännössä on tarkoitus kuljettaa.
| Laatikon tilavuus, kuutiometriä tuumaa | Sisältö Paino, lbs. | Pahvin paksuus, tuumaa |
| 20 asti | 0,25 asti | 0,018 |
| 20-40 | 0,25 - 0,50 | 0,020 |
| 40-60 | 0,50 - 0,75 | 0,022 |
| 60-80 | 0,75 - 1,00 | 0,024 |
| 80-100 | klo 1.00-1.25 | 0,026 |
| 100-150 | 1.25-1.50 | 0,028 |
| 150-200 | klo 1.50-2.00 | 0,030 |
| 200-250 | klo 2.00-2.50 | 0,032 |
| 250-300 | 2,50 - 3,75 | 0,036 |
| 300-375 | klo 3.75-5.00 | 0,040 |

Riisi. 6.3. Pahvin jäykkyys määräytyy kimmomoduulin (Youngin moduulin), kuitujen pituuden ja arkin poikkileikkauksen mukaan. Puumassan yksittäisten kuitujen kimmokerroin on noin 500 000 psi (naulaa neliötuumaa kohti) (3,448 MPa). Koska suurin osa kuidut sijaitsevat samansuuntaisesti paperin valusuunnan kanssa (pituussuunta), jäykkyys tähän suuntaan on suurempi. Kun levyn paksuus kasvaa, hitausmomentti kasvaa suhteessa levyn keskustan ja sen ulkopinnan välisen etäisyyden neliöön. Tästä johtuen jäykkyyden määräävät suurimmassa määrin ulkokerrokset
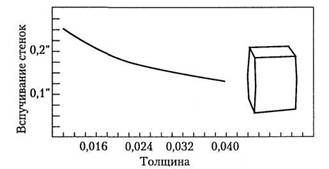
Riisi. 6.4 Irtotavaraa pakattaessa suuriin laatikoihin niiden seinämät muotoutuvat ja turpoavat sisällön sisäisen paineen vaikutuksesta. Tärkein tekijä on sivualue. Kaavio osoittaa, että kartongin paksuuden lisääminen vähentää seinien turpoamista vain hieman
Yksi taitettavan pahvilaatikon vaatimuksista on sen houkuttelevuus ostajalle, mutta muitakin tekijöitä on otettava huomioon. Ensinnäkin sinun tulee harkita tuotteiden esillepanotapaa. Pakkauksen tulee olla vakaa, eikä se saa pudota kaupan hyllyltä. Laatikon etupuolen tulee näyttää hyvältä, vaikka ketjun hyllyillä olisi paljon laatikoita. On välttämätöntä, että pakkauskoko (verrattuna tuotteen kokoon) on merkittävä, mutta ei johda kuluttajaa harhaan. Kuvassa 6.6 näyttää esimerkin pehmeän putken pahvilaatikosta, kuinka sille sopivin koko määritetään.

Riisi. 6.5 Kuljetuksen aikana pahvilaatikkoon vaikuttavat pääasiassa puristusvoimat. Kaavio näyttää, kuinka kartongin lujuus kasvaa sen paksuuden kasvaessa. Esimerkkinä harkitsemme maksimi kuormitus(naulassa) ylhäältä alas, jota 210 mm x 76 mm x 279 mm laatikko voi tukea
Pahvilaatikon koon tulee vastata myymälän hyllyjen standardikorkeutta. Jos kauppaketjussa kyseinen tuote on yleensä ripustettu konsoleihin, niin laatikko on varustettava ripustuslenkillä tai toista sivua on jatkettava ja siihen on tehtävä sopivan kokoinen reikä. Kuluttajan tulee olla helppo ottaa pakattu tuote hyllystä ja pitää sitä käsissään. Raskas pahvilaatikko voidaan varustaa samasta riistä leikatulla kahvalla. Tarjoa hyvä taso myyntiä voi auttaa pakkauksessa olevalla ikkunalla, josta sen sisältö tai laadukas kuva pakatusta tuotteesta näkyy.
Myös pakattujen tuotteiden sijoittelussa kauppojen hyllyille tapahtuu muutoksia. Pitkästä aikaa sisällä vähittäiskauppa Aina kun mahdollista, pahvilaatikoita sijoitettiin (ja tulostettiin vastaavasti) etupuoli kuluttajaa kohti - ulospäin ja ylöspäin - mikä mahdollisti suuremman huomion kiinnittämisen esillä olevaan tuotteeseen. Joskus laatikko on suunniteltu sijoitettavaksi vaakasuoraan hyllylle (syynä voi olla, että tuote näyttää tässä tapauksessa paremmalta tai joskus mahdollisuus pinota laatikot kahteen kerrokseen), ja tapahtuu jopa niin, että taitavat pakkaussuunnittelijat käyttävät valmiita -tehty tyyppinen laatikko, jota joku tai toinen yritys käyttää pystysuoraan esillä oleville tuotteille. Mutta samaan aikaan kaupoissa, erityisesti supermarketeissa, tarjottavien tuotteiden valikoima kasvaa, ja monet myymäläpäälliköt haluavat etupuoli oli pienempi alue, koska sen avulla voit näyttää sen hyllyllä suurempi määrä tyyppisiä tuotteita. Hyllytilasta käydään jatkuvaa kilpailua.
Viidespuolisten laatikoiden käyttöön tulee suhtautua erittäin varoen. Ne ovat todella tehokkaita kiinnittäessään huomion hyllyllä olevaan tuotteeseen, mutta niiden valmistukseen tarvitaan enemmän pahvia ja ne voivat aiheuttaa ongelmia tuotantolinjalla ja kuljetuslaatikoihin pakattuna. Tällaiset laatikot voivat kuitenkin olla ehdottoman välttämättömiä pakkaamista varten pieniä esineitä, jotka muuten saattavat jäädä huomaamatta.
Riisi. 6.6. Bristol-Lund kaava (Bristol-Lund) käytetään laskemaan sopivin pahvilaatikon koko pehmeälle putkelle (tässä tapauksessa noudatetaan pääsääntöisesti myös sääntöä pakkauksen hyväksyttävyydestä, joka luo väärinkäsityksiä tuotteesta)
Joissakin tapauksissa pikkuvarkauksien estämiseksi on välttämätöntä tehdä laatikko riittävän suureksi, jotta sitä ei voi piilottaa käteen tai laittaa toisen laatikon sisään. Samasta syystä on suositeltavaa liimata laatikon läpät, koska muuten varas voi poistaa tuotteen ja palauttaa tyhjät pakkaukset hyllylle.
Vähittäismyyntipakkausten hyvän ulkonäön määräävät itse laatikon lujuus, käytetyn kartongin laatu ja painotapa. Ei ole suositeltavaa säästää käyttämällä huonompilaatuista materiaalia, joka menettää nopeasti ulkoasunsa.
Kun markkinointinäkökohdat on otettu huomioon, materiaalien valinnasta ja laatikon suunnittelusta tulee tehdä lisäpäätöksiä pakkauksen tarkoituksen ja kustannusvaatimusten perusteella. yksittäisten näkökohtien analyysi tulisi suorittaa vaiheittain.
Koska eri tehtaat valmistavat erityyppisiä kartonkeja, on järkevää, että pakkausinsinööri määrittelee ensin kehitettävän laatikon markkinointi- ja tekniset vaatimukset ja valitse sitten niitä parhaiten vastaava kartonkityyppi.

Riisi. 6.7. Vaikutettu sääilmiöt ja säilytysolosuhteissa pahvin lujuus voidaan puolittaa
Seuraavaksi sinun on selvitettävä, onko tätä materiaalia saatavilla vaaditussa määrässä ja tietyn ajan kuluessa. Esimerkiksi raskaat jätekartonkilajit, joiden paksuus on yli 30 pistettä (0,8 mm), sekä erityisen raskaat kiinteän valkaistu sulfaattikartongin lajikkeet poistetaan vähitellen käytöstä. (SBS) käytetään tällä hetkellä vain maitotölkkien valmistukseen. Muut materiaalit, kuten 10-pisteinen (0,25 mm) pahvi ja aaltopahvi E Ja F(jota joskus käytetään taittolaatikoiden valmistukseen lisääntynyt voima), joillakin alueilla sen saaminen on erittäin vaikeaa. Toinen tekijä on sää. Esimerkiksi pahvikartongin jäykkyyteen ja laatikon lujuuteen vaikuttaa kosteus (kuva 6.7).
Jos valitaan kierrätyspahvi, pakkausteknologin tulee laskea myös jätekartongin painamisen ja siitä laatikoiden valmistamisen kustannukset sekä ottaa huomioon myös se mahdollisuus, että pakkauslaitteiden tuottavuus laskee, koska enemmän suuret nopeudet laatu heikkenee. Lisäksi lastulevy ei välttämättä ole tarpeeksi vahva tuottamaan joitain monimutkaisia malleja, kuten päätypuristimia ja vetokielekkeitä. Tämän seurauksena saatat huomata, että vaaditun pakkaustehon saavuttamiseksi voidaan tarvita paksumpaa kierrätyskartonkia, mutta tämä edellyttää raskaampien kuormien kuljettamista ja suurempien kuljetuslaatikoiden käyttöä.
Tapauksissa, joissa on odotettavissa, että pakkaaminen tehdään lähitulevaisuudessa manuaalisesti tai puoliautomaattisilla laitteilla, on suositeltavaa arvioida pitkän aikavälin näkymiä ja selvittää, siirrytäänkö tulevaisuudessa automaattisiin laitteisiin. Esimerkiksi laatikko, jonka pohjassa on lukitussalpa, on ihanteellinen manuaaliseen lastaukseen, eikä sitä voida sulkea automaattisilla laitteilla. Käyttökortteja tulee kehittää, pakkaus- ja pakkauslaitteiden osat suunnitella siten, että monimutkaisempiin teknologioihin siirtyessä ei tarvitse vaihtaa stanssattuja meistiä ja painolomakkeita eikä varsinkaan kaikkia käytettyjä pakkauslaitteita.
Kustannukset ovat aina tärkeä näkökohta, ja se määräytyy pitkälti suunnittelun ja käytetyn materiaalin tyypin mukaan. Yleensä kaikki kartongin suorituskyvyn tai parannukset ulkomuoto sen pinta lisää kustannuksia. Tässä pakkausteknikko voi tarjota tärkeätä apua markkinointiosastolle, kun tuotepakkauksia koskevia päätöksiä tehdään. Tässä ei ole muuttumattomia sääntöjä, ja lopullinen valinta tehdään kompromissin pohjalta. Taulukon tietojen käyttäminen. 6.3, voidaan päättää, käytetäänkö pahvia, jonka sisäkerrokset on valmistettu kierrätysmateriaaleista vai kokonaan ensiökuiduista.
Taulukko 63. Neitsytmateriaalista valmistetun pahvin ja kartongin ominaisuuksien vertailu toisesta (kierrätetystä) materiaalista valmistettujen sisäkerrosten kanssa
| Ominaisuudet | Kiinteä valkaistu sulfaattilevy | Pahvi, jonka sisäkerrokset kierrätyskuitua |
| Seinän muodonmuutos (turvotus) | Laatiota avattaessa seinät vääntyvät, koska pituussuunnassa on vähemmän jäykkyyttä | Korkeampi pituussuuntainen jäykkyys |
| Rilevka | Pisteviivat pidetään tiukasti | Pisteviivat menettävät muotonsa ajan myötä |
| Hiipiä | alhainen ryömintänopeus; Vähemmän väsymystä puristettaessa | Korkea virumisnopeus; suurempi väsymys puristettaessa |
| Liimaus | Vaatii kallista synteettistä liimaa | On hyväksyttävää käyttää edullista dekstriiniliimaa |
| Käsittelyn yhtenäisyys | Tasaisempi koneistus | Käsittelee vähemmän tasaisesti |
Kun kaikki nämä asiat on harkittu, otetaan huomioon seuraavat asiat: tärkeä tekijä taloudellisena tehokkuutena. Vaikka ympäristöturvallisuus on mukana Viime aikoina Kun otetaan huomioon melkoinen määrä huomiota, useimmat pakkausasiantuntijat ovat yhtä mieltä siitä, että valinta tehdään aina toimivimman ja taloudellisimman vaihtoehdon hyväksi.
Pakkaussuunnittelijan tulee tehdä yhteistyötä laatikot toimittavan valmistajayrityksen suunnittelijan kanssa. Viime aikoina on haluttu määrittää tekniset ominaisuudet yhteisellä sopimuksella toimittajan ja asiakkaan välillä; Laatikon kehityssuunnitelma tehdään myös molempien osapuolten hyväksyttäväksi. Materiaalitoimittajat ja pakkausvalmistajat tietävät, että tämä vie paljon aikaa, mutta vaivannäkö on sen arvoista.
Pääkohdat, jotka on ilmoitettava tekniset tiedot taitettavat pahvilaatikot ovat:
- mitat;
- käytetyt materiaalit;
- pisteytysjärjestelmä.
Mitat ilmoitetaan aina seuraavassa järjestyksessä: pituus, leveys, syvyys; ne mitataan yhden pisteytysviivan keskeltä toisen keskelle. Pituus mitataan kannen saranaliitosta pitkin, leveys saranaliitoksesta taittoläppään ja syvyys liimaläpän suuntaisesti. Kun monimutkainen muotoilu on järkevää tarjota yksityiskohtainen kaavio.
On tarpeen ilmoittaa tarkasti pahvin paksuus, sen tiheys, pinnoite ja kiilto. Sekä etu- että takapinnan ominaisuudet on annettu, esim. valkoinen pahvi konepinnoitettu, harmaa pahvi, taittumaton laatikkokartonki jne. Myös painatustyyppi on ilmoitettava. Kaikki värit ja sävyt on nimettävä vakiokoodausjärjestelmillä tai esitettävä näytteinä; lisäksi ilmoitetaan sallitut poikkeamat vahvistetuista standardeista. Jos on tarpeen käyttää kiiltäviä maaleja tai lakata koko laatikon pinta tai sen yksittäiset osat, tämä on ilmoitettava teknisissä tiedoissa. On tarpeen määritellä yksityiskohtaisesti, mitkä näytteenottomenetelmät otetaan käyttöön, sekä vastaanottotarkastuksen aikana vaadittava laatutaso.
Kun kehität tiettyä pakkausta, sinun on ensin määritettävä säiliön sisämitat, jotka määräytyvät pakatun tuotteen koon mukaan. Kunkin koon pituutta kasvatetaan hieman - tyypillisesti 1/32 - 1/16 tuumaa (0,8 - 1,6 mm) - jotta sen ja laatikon väliin jää tilaa. Sitten valitaan kartongin paksuus; yleisimmin käytetty materiaali on 18 ja 20 pisteen paksuus (0,457 ja 0,51 mm). Varmistaaksesi, että valitut mitat ovat oikein, on suositeltavaa tehdä pakkausnäyte tässä vaiheessa.
Useimmissa suurissa kartonkivalmistuslaitoksissa ja jopa joissakin pakkaustehtaissa on suunnittelutoimisto; Job
suoritettu tietokoneella. Tietokoneavusteisen suunnittelujärjestelmän ja grafiikkataulun avulla tehdään kaavio laatikkopiirustuksen kriittisistä kohdista, jotka syötetään sitten tietokantaan. Tietokone yhdistää sitten nämä pisteet viivoilla. Tietokoneeseen liitetään piirturi, joka siirtää syntyneen piirustuksen pahvi- tai vinyylimuovilevylle. Jos kuva levitetään pahville, voidaan samalla piirturilla työkappaleen pisteytys ja leikkaus suorittaa tiukasti teknisiä ehtoja noudattaen. Sen jälkeen sekä pakkaustehdas että laatikoiden toimittaja arvioi näytteen ja saa hyväksynnän.
Jos plotteri kiinnittää kuvan vinyylille, voit tulostaa asettelun läpinäkyvälle polyesterikalvolle, jota käytetään sitten asennuslevynä varmistamaan oikea sijainti kuvia laatikon yksityiskohdista.
Pienissä pakkauslaitoksissa näytteet kannattaa tehdä käsin. Pahvikuidut ovat lähes aina vaakasuorat, eli ne kulkevat laatikon reunojen ympäri kohtisuorassa päämitoitusviivoja vastaan; Tämä kuitujen suunta auttaa välttämään vääntymistä (pullistumaa) yläreunaa pitkin ja auttaa pääsivuja pysymään tasaisina (kuva 6.8).
Näytelaatikon valmistamiseksi kehite leikataan ääriviivoja pitkin saksilla tai veitsellä ja pisteytyslinjat asetetaan asettamalla aihio kuvapuoli alaspäin pitkälle viivaviivalle, jonka laatikon toimittaja voi toimittaa. Tämä teräsviivain on asennettu puiselle telineelle pyöristetty reuna ylöspäin. Työkappale painetaan uurreviivaa vasten ylhäältä haarukkapintaisella lohkolla, joka piirretään pahvia pitkin lyijykynällä piirrettyjä viivoja pitkin. Lohko on valmistettu kovasta puusta; sen päätypinnalle tehdään ura, jonka leveys on 1/16 tuumaa ja syvä (1,6 x 0,8 mm). Tällä tavalla uurreviivoja pitkin muodostuu rulla, joka rikkoo pahvikartongin jäykkyyden tällä alueella, jolloin on mahdollista tehdä siistejä taitoksia (ks. kuva 6.9).

Riisi. 6.8 Pahvikuidut kulkevat useimmiten laatikon ympärillä, kohtisuorassa päämitoitusviivoja vastaan. Tämän ansiosta materiaalilla on suurempi jäykkyys pisteytysviivasta toiseen. Taitetut reunat antavat jäykkyyttä vastakkaiseen suuntaan
Riisi. 6.9 Pahvi on taivutettu pisteviivan suuntaan. Uurre- ja stanssauspuristimen uraa käyttämällä muodostettu tela katkaisee paperikerrosten välisen sidoksen. Kun arkki taitetaan, pahvi taittolinjalla irtoaa ja työntyy ulospäin helmen muodossa, mikä vähentää pahvin ulkokerroksen rasitusta. Jos näin ei tapahdu, ulkopinta repeytyisi

Riisi. 6.10. Perusmitat (tuumina) perustuvat tyypillisen taittolaatikon kehitykseen. Yleiset standardit ei ole olemassa, ja tuotettujen lajikkeiden määrä on melko suuri
Lisäksi, jos puhumme liimatusta laatikosta, riippumatta siitä, kuinka näyte on valmistettu, työkappale taitetaan, liimataan ja sitten laatikko asetetaan tasaiseksi kuorman alle ja pidetään, kunnes liima kuivuu. Edellyttäen, että leikkaus ja uurtaminen suoritetaan oikein, sivujen tulee olla täsmälleen suorassa kulmassa toisiinsa nähden ja päätyseinämät muodostavat ja ne kiinnittävät läpät työnnetään rakoihin tai asetetaan haluttuun asentoon ilman turhaa kitkaa. Harvinaisissa tapauksissa reunoja on ehkä leikattava tai uusia pisteytysviivoja oikeamman istuvuuden varmistamiseksi. Tämän näytteen avulla voidaan sitten tarkistaa, ovatko laatikon alunperin valitut mitat sopivat, eli onko sisältö asetettu oikein. Yleisimmät koot löytyvät kuvasta. 6,10; Tarkka terminologia pahvilaatikon osien kuvaamiseksi on esitetty kuvassa. 6.11.
Jos testattavan tyyppiset laatikot on tarkoitettu prosessoitavaksi automaattisilla laitteilla, laatikon toimittajan on valmistettava meistin. Näytteitä tulee tehdä vähintään 500 kappaletta, jotka liimataan yhteen teollisella liimauskoneella; ne testataan laatikkotuotantolaitteilla. Näytteitä ei tarvitse painaa, mutta ne on valmistettava sopivasta materiaalista.

Riisi. 6.11. Keskinäisen ymmärryksen varmistamiseksi toimittajayritysten kanssa taittopakkausten osat tulee nimetä oikein
Nykyään saatavilla on yhä enemmän erilaisia ohjelmistosovelluksia, ja laatikkokuvia valmistetaan yhä enemmän tietokoneella. Tietokoneavusteista suunnittelujärjestelmää käytettäessä laatikkosuunnittelun kehitys voidaan tehdä painetun kuvan työskentelyn yhteydessä, jolloin koko paketti kehittyy välittömästi täsmällisten eritelmien mukaisesti. Tietokonetulosteita ei kuitenkaan tule käyttää värinvalinnan referenssinä tulostettaessa. Painonäytteen ja käytetyn musteen validointiin käytettävän vedosjärjestelmän tulee olla mahdollisimman lähellä valittua painoprosessitekniikkaa, koska painomenetelmät vaihtelevat suuresti.
Pienissä yrityksissä ja painotaloissa, joissa pakkaukset valmistetaan käsin, valmistetaan painettu testiarkki. Tämän leimatun arkin avulla voit tarkistaa, onko leima asetettu oikein pahvilaatikon kummallekin puolelle.
Pahvilaatikot tulee pakata vahvoihin kuljetuslaatikoihin, joissa on noin 15 % vapaata tilaa, jotta vältetään lovettujen taitteiden vaurioituminen. Jos laatikot pakataan liian tiukasti, vastakkaiset puolet puristuvat toisiaan vasten, kun niiden on parempi kaartua hieman ulospäin, jolloin laatikko on helpompi avata ennen pakkaamista. Pienet laatikot kannattaa pakata alustalle, mutta suurissa laatikoissa sisältö voidaan yksinkertaisesti erottaa pahviarkeilla. Kaikki pinon laatikot on pinottava samaan suuntaan, mikä on erityisen tärkeää, jos kokoonpano suoritetaan automaattisilla laitteilla. Kuljetuslaatikot näihin tarkoituksiin valmistetaan yleensä aaltopahvista; niiden on oltava riittävän vahvoja kestämään 1,5 - 1,8 metrin pinoamisen ilman muodonmuutoksia. Liimattuja ja koottuja laatikoita ei kannata säilyttää yli 6 kuukautta, koska pahvi voi vääntyä tai kovettua.