How to make an eiffel tower out of paper. Eiffel Tower
Hello, friends! On the eve of the holiday, like many of you, I am busy making gifts. And every gift, especially handmade, deserves decent packaging. There are many wonderful master classes on this topic in the Land of Masters. I will offer another option: we will make a one-piece scan of the box with a hinged lid of a given size, for example, length 9 cm, width 7 cm, height 3 cm, lid depth 1.5 cm - on an A4 sheet.
MATERIALS AND TOOLS
I needed:
* paper or cardboard (I have ordinary drawing paper, I cut an A3 sheet into two halves) - white or colored;
* scissors, ruler, pencil, creasing tool (I don't have a very sharp awl);
* double-sided tape (I use it more often than glue, because the paper does not get wet and does not deform);

If you make markings on colored cardboard, for accuracy, you need to do it from the wrong side, or make a drawing of the perimeter of the scan on the front side, and then only mark the points that will be connected when punching the fold lines (creasing stage). The dimensions are labeled on the diagram to make everything clear.

At this stage, I'm working on the computer in Photoshop to paint the box in the colors I need (and drive a stagnant printer) and insert the picture I like on the lid. At the same time, I am making additional details necessary to refine the box inside. Moreover, I paint only the details, the background remains white. This saves ink and paper. I take backgrounds on the site http://www.liveinternet.ru/community/4091266/rubric/1693222/.

If desired, the printout can be "laminated" with a transparent self-adhesive. And then cut out the resulting details.

Next, I do a scoring. This is a very important step. It depends on him how neat the folds will be and how exactly the lid will lie on the bottom. There is a peculiarity here: on the cover of the line we push through from the outside of the marking lines, and we make the creasing of the lower part of the box from the inside of the marking lines. It turns out a small gap between the fold lines, which allows the lid to fit normally on the box.

I make cuts and bend along the pressed lines. Further, while the box is not glued yet, it is convenient to stick the label on the inside of the lid.

Apply double sided tape to the valves.

I'm not trying to fit the tape perfectly to the valve. I just cut off the edges of the paper without tape.

I remove the film from the adhesive tape on the valves of the bottom of the box and glue the valves. And then I try on how the lid fits on the box, see if it is necessary to slightly move the sides relative to each other for the normal putting on of the lid.

Got a box. It remains to make an insert at the bottom of the box.
There are many different types of folding boxes. The most common design is the cardboard box, the bottom and top of which are not adjacent to a common side; when assembling it, the cardboard scan is bent along four parallel lines, one of which separates a narrow flap (forming a factory seam), which is glued, and the blank takes the form of a sleeve. The edges are cut in the form of valves, scoring lines are applied to them; then these valves are closed and fixed on the edge of the sleeve, and as a result a closed package is formed.
Rice. 6.2. The main types of folding cartons shown here come in many varieties. The figure shows flat blanks that are cut; scoring lines are applied to them, and then the box is assembled and glued. The glue flap is usually cut along with the back of the box so that after gluing, the open cut of the cardboard faces back (shown). outer side, also called die side)
A box with a glued bottom is very similar to the type described above, but both bottoms are sealed after filling. On fig. 6.2 shown various forms bottom valves. Bottom flaps are often provided with special locks to prevent heavy goods from falling out when the box is lifted. Parcel boxes have additional slots and tabs that prevent the package from opening up on the way.
We have given only the main varieties, on the basis of which a talented designer can create many new modifications. Packaging may have various cutouts and protrusions that allow the consumer to better view the product or provide a certain location of the goods inside the box. With the inclusion of additional parts (perforations and swivel joints, tongues and slots, music stands and cuffs), the cost increases slightly or does not change at all. It is this variety of design that makes the folding box so convenient.
The choice of design and materials for the box is determined by the type of product and marketing considerations for a particular product. If the packaging performs exclusively utilitarian functions (for example, it serves to store products) or is supplied to industrial enterprises or organizations, then the cost price is primarily taken into account when making decisions. In this case, the problem is to use the thinnest grade of cardboard that is acceptable in this case, and calculate the minimum development area.
The increase or decrease in the strength of cardboard, depending on its thickness, is given in table. 6.2, as well as on the graphs presented in fig. 6.3, 6.4 and 6.5. After the technical requirements are formulated, it is necessary to conduct tests confirming the suitability of the chosen design. Drop and vibration tests are of particular importance; they should be carried out in conditions as close as possible to operational conditions, that is, by placing the contents for which it is intended in the box and packing as many boxes into the shipping container as it is planned to transport in it in practice.
| Box volume, cu. inches | Content weight, pounds | Cardboard thickness, inches |
| up to 20 | up to 0.25 | 0,018 |
| from 20 to 40 | from 0.25 to 0.50 | 0,020 |
| from 40 to 60 | from 0.50 to 0.75 | 0,022 |
| from 60 to 80 | from 0.75 to 1.00 | 0,024 |
| from 80 to 100 | from 1.00 to 1.25 | 0,026 |
| from 100 to 150 | from 1.25 to 1.50 | 0,028 |
| from 150 to 200 | from 1.50 to 2.00 | 0,030 |
| from 200 to 250 | from 2.00 to 2.50 | 0,032 |
| from 250 to 300 | from 2.50 to 3.75 | 0,036 |
| from 300 to 375 | from 3.75 to 5.00 | 0,040 |

Rice. 6.3. The rigidity of the cardboard is determined by the modulus of elasticity (Young's modulus), the length of the fibers and the cross section of the sheet. Single fibers of wood pulp have an elastic modulus of about 500,000 psi (pounds per square inch) (3.448 MPa). Because most of fibers are parallel to the direction of the ebb of the paper (longitudinal direction), the rigidity in this direction is higher. As the thickness of the sheet increases, the moment of inertia increases in proportion to the square of the distance from the center of the sheet to its outer surface. Therefore, to the greatest extent, the rigidity is determined by the outer layers
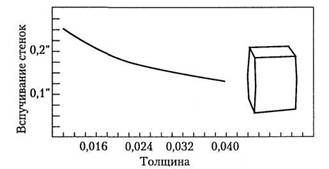
Rice. 6.4. When packing bulk products in large boxes, their walls deform and swell under the internal pressure of the contents. The most important factor is the area of the side. The graph shows that increasing the thickness of the cardboard only slightly reduces the swelling of the walls.
One of the requirements for a folding carton is its attractiveness to the buyer, but other factors must be considered. First of all, you should consider the way the product is laid out. The packaging must be stable and not fall off the shelf in the store. The front side of the box should also look good in the case when a lot of boxes are displayed on the shelves in the distribution network. It is necessary that the size of the package (compared to the size of the product) be solid, but at the same time not mislead the consumer. On fig. 6.6 shows how to determine the most appropriate size for a soft tube carton as an example.

Rice. 6.5. During transportation, the carton is subjected mainly to compressive forces. The graph shows how the strength of cardboard increases as its thickness increases. As an example, consider maximum load(in pounds) from top to bottom that a 210 x 76 x 279 mm carton can support
The size of the cardboard box should correspond to the standard height of the shelves in the store. If in the distribution network the product in question is usually hung on consoles, then the box must be provided with a hanging loop or one of the sides should be lengthened and a hole of the appropriate size should be made in it. It should be easy for the consumer to pick up the packaged product from the shelf and hold it in their hands. A heavy cardboard box can be supplied with a handle cut from the same reamer. Provide good level sales can be helped by a window on the box through which its contents or a high-quality image of the packaged product can be seen.
In the area of placing packaged products on store shelves, changes are also taking place. For a long time in retail when possible, cartons were placed (and printed accordingly) facing the consumer - outwards and upwards - to draw more attention to the product on display. Sometimes a box is designed to be placed horizontally on a shelf (the reason may be that the product looks better in this case, and sometimes the possibility of stacking boxes in two layers), and it even happens that savvy packaging designers use a ready-made type of box used by some or another company for vertically displayed products. But at the same time, the variety of products offered in stores, especially supermarkets, is increasing, and many store managers prefer that front side had a smaller area, as this allows you to put on the shelf more types of products. There is constant competition for shelf space.
The use of boxes with a fifth side should be approached with extreme caution. They are really effective in terms of drawing attention to the product on the shelf, but they require more cardboard to produce, they can create problems when processing on the production line, as well as when packing in shipping cases. However, such boxes may be indispensable for packaging small items which otherwise run the risk of simply going unnoticed.
Rice. 6.6. Bristol-Lund formula (Bristol Lund) used to calculate the most appropriate size for a soft tube carton (but the rule against packaging that creates misrepresentations about the product is usually also observed)
In some cases, in order to prevent petty theft, it is necessary to make the box large enough that it cannot be hidden in the hand or placed inside another box. For the same reason, it is preferable to glue the flaps of the box, otherwise the thief will be able to remove the goods and return the empty packaging to the shelf.
The good appearance of packaging in a retail network is determined by the strength of the box itself, the quality of the cardboard used and the type of printing. It is not advisable to save money by using a lower quality material that will quickly lose its presentation.
Once the marketing aspects are taken into account, further decisions on the choice of materials and on the design of the box should be based on consideration of the purpose of the package and its cost requirements; analysis of individual aspects should be carried out in stages.
Since different factories produce different boards, it makes sense for the packaging engineer to first determine the marketing and technical requirements for the box being developed, and then select the type of board that best suits them.

Rice. 6.7. Under the influence weather phenomena and storage conditions, the strength of the cardboard can be halved
Next, you need to find out whether this material will be available in the required quantity and in a certain period of time. So, for example, heavy grades of recycled cardboard with a thickness of more than 30 points (0.8 mm), as well as especially heavy grades of solid bleached sulphate cardboard, are gradually being phased out. (SBS) currently used only for the production of milk cartons. Other materials such as 10 pt (0.25 mm) board and profiled corrugated board E and F(which is sometimes used for the production of folding boxes increased strength), in some regions it will be very difficult to get. Another factor is weather. So, for example, the rigidity of the boxboard and the strength of the box are affected by humidity (Fig. 6.7).
If recycled board is selected, the packaging technologist should also calculate the cost of printing and making boxes from recycled board, and also consider the possibility that the productivity of the packaging equipment will be lower, since more high speeds the quality is declining. In addition, recycled board may not be strong enough to produce some complex designs such as end stoppers and latch tabs. As a result, it may be that a thicker grade of recycled paperboard may be required to achieve the desired packaging performance, but in this case, heavier loads and larger shipping cases must be used.
In cases where manual or semi-automated packaging operations are expected in the near future, it is desirable to assess the long-term outlook and determine whether there will be a shift to automatic equipment in the future. For example, a box with a latch on the bottom is ideal for manual loading and cannot be closed on automatic equipment. Develop operating cards, design packaging and filling equipment parts in such a way that when switching to more complex technologies, it is not necessary to replace die-cutting dies and printing forms, and even more so all used packaging equipment.
The cost is always important aspect, and in many respects it is determined by the choice of design and type of material used. As a general rule, any improvement in paperboard performance or improvement appearance its surface leads to an increase in cost. This is an area where a packaging technologist can provide important assistance to the marketing department when making product packaging decisions. There are no hard and fast rules here, and the final choice is made on a compromise basis. Using the data in Table. 6.3, a decision can be made as to whether to use paperboard with recycled cores or solely virgin fibres.
Table 63 Comparison of the characteristics of cardboard made from virgin material and cardboard with inner layers made from another (recycled) material
| Characteristics | Solid bleached sulphate board | Cardboard with inner layers of recycled fibers |
| Wall deformation (swelling) | When opening the box, the walls are deformed due to the lower rigidity in the longitudinal direction | Longitudinal stiffness is higher |
| Rilevka | Scoring lines are held securely | Scoring lines lose their shape over time |
| Creep | Small creep rates; less compressive fatigue | High creep rate; high compression fatigue |
| Gluing | Requires expensive synthetic adhesive | It is acceptable to use inexpensive dextrin glue |
| Processing Uniformity | More uniform machining | Handled less evenly |
After all these questions have been considered, it is taken into account such important factor as economic efficiency. Although environmental safety in recent times given enough attention, most packaging experts agree that the choice is always made in favor of the most functional and most economical option.
The packaging designer needs to collaborate with the designer of the manufacturing company supplying the boxes. Recently, there has been a desire to determine the technical characteristics by mutual agreement between the supplier and the customer; the box development plan is also made acceptable to both parties. Material suppliers and packaging manufacturers know that this takes a lot of time, but the effort is well worth it.
Key points to be noted in technical specifications folding cartons are:
- dimensions;
- materials used;
- groove scheme.
Dimensions are always given in the following order: length, width, depth; they are measured from the middle of one scoring line to the middle of the other. Length is measured along the lid hinge, width is measured from the hinge to the folded flap, and depth is measured parallel to the adhesive flap. When complex design it makes sense to provide a detailed diagram.
It is necessary to accurately specify the thickness of the cardboard, its density, coating and gloss. The characteristics of both the front and back surfaces are given, for example: white cardboard with machine coating, gray cardboard, kink-resistant boxboard, etc. The type of printing is also required. All colors and shades must be indicated using standard coding systems or presented as samples; in addition, permissible deviations from established standards are indicated. If it is necessary to use glossy paints or varnish the entire surface of the box or its individual sections, then this should be indicated in the technical specifications. It is necessary to specify in detail which sampling methods will be accepted, as well as the level of quality required during acceptance inspection.
When developing a specific package, first of all, it is necessary to establish the internal dimensions of the container, determined by the size of the packaged products. The length of each size is increased slightly - typically by 1/32 to 1/16 inch (0.8 to 1.6 mm) - so that there is a gap between it and the box. Then the thickness of the cardboard is selected; the most commonly used material is 18 and 20 points thick (0.457 and 0.51 mm). To make sure that the dimensions chosen are correct, at this stage it is advisable to make a sample of the packaging.
Most large carton factories and even some packaging companies have a design office; Work
carried out on a computer. Using a computer-aided design system and a graphics tablet, a diagram of the critical points of the box drawing is made, which are then entered into the database. The computer then connects these points with lines. A plotter is connected to the computer, which transfers the resulting drawing onto a sheet of cardboard or vinyl plastic. If the image is applied to cardboard, then with the help of the same plotter, scoring and cutting of the workpiece can be performed with exact observance of the technical conditions. The sample is then evaluated by both the packaging plant and the box supplier and approved by them.
If the plotter is printing on vinyl, it is possible to print the layout on a transparent polyester film, which is then used as a mounting sheet to provide correct location images regarding box details.
In smaller packaging plants, it is preferable to make samples by hand. Cardboard fibers are almost always horizontal, that is, they run around the sides of the box, perpendicular to the main scoring lines; this direction of the fibers helps to avoid deformation (bulging) along the top edge and helps to keep the main sides flat (Fig. 6.8).
To make a sample box, a reamer is cut along the contour with scissors or a knife, and scoring lines are applied by placing the blank face down on a long length of scoring ruler, which can be provided by the box supplier. This steel ruler is mounted on a wooden stand with the rounded edge facing up. The workpiece is pressed against the scoring ruler from above with the help of a bar with a forked surface, which is drawn along the cardboard along the lines drawn with a pencil. The bar is made of solid wood; a groove is made on its end surface 1/16 inch wide and 1/32 inch deep (1.6 by 0.8 mm). This creates a bead along the scoring lines that breaks the rigidity of the boxboard in this area, making it possible to make neat folds (see figure 6.9).

Rice. 6.8. The fibers of the cardboard most often run in a direction around the box, perpendicular to the main lines of the scoring. Due to this, the material has greater rigidity in the interval from one scoring line to another. Curved edges provide rigidity in the opposite direction
Rice. 6.9. The cardboard is bent in the direction from the scoring line. The roll formed by the groove of the scorer and die cutter breaks the bond between the layers of paper. When the sheet is folded, the paperboard at the fold line delaminates and protrudes outwards in the form of a roll, thereby reducing the load on the outer layer of the paperboard. If this had not happened, the outer surface would have torn

Rice. 6.10. Main dimensions (in inches) using a typical folding box as an example. common standards does not exist, and the number of varieties produced is quite large
Further, if we are talking about a glued box, then regardless of how the sample was made, the blank is folded, glue is applied, and then the box is laid flat under the load and held until the glue dries. Provided that the cutting and scoring are performed correctly, the sides should be located exactly at right angles to each other, and the valves that form the end walls and fix them should be inserted into the slots or stand in the desired position without excessive friction. In rare cases, it is necessary to cut the edges or apply new scoring lines to ensure a more correct assembly. This sample can then be used to check whether the originally selected dimensions of the box fit, that is, whether the contents fit in the box as expected. The most common sizes can be found in Fig. 6.10; the exact terminology for describing the details of a cardboard box is given in fig. 6.11.
If the boxes of the type under test are intended to be processed on automatic equipment, then it is necessary that the supplier of the boxes make a punching die. At least 500 samples should be made, which are glued on an industrial gluing machine; they are tested on the equipment for the production of boxes. Samples are not required to be printed, but must be made from the appropriate material.

Rice. 6.11. To ensure mutual understanding with supplier enterprises, the details of folding cartons should be named correctly
Nowadays, there is an increasing number of various application programs, and images for boxes are increasingly prepared on a computer. When using a computer-aided design system, the development of the box design can be carried out together with the work on the printed image, and thus immediately - in accordance with exact specifications - the package as a whole is developed. However, computer printouts should not be used as a reference for color matching when printing. The proofing system used to validate the print sample and the ink used should be as close as possible to the selected printing process technology, as printing methods vary greatly.
In small enterprises and in printing houses where the packaging is made by hand, a test printed sheet is prepared. Such a sheet, printed from a stamp, allows you to check whether the seal is correctly located on each side of the cardboard box.
Cardboard boxes should be packed in strong shipping boxes with about 15% free space to avoid damage to the knurled folds. If the boxes are packed too tightly, the opposite sides will be pressed against each other, while it is preferable that they bulge outward slightly, as this makes it easier to open the box before filling. Small boxes are preferably packed on trays, but in large boxes, the contents can be easily separated by sheets of cardboard. All boxes in a stack must be stacked in the same direction, which is especially important if the assembly will be carried out using automatic equipment. Transport boxes for these purposes are usually made of corrugated cardboard; they must be strong enough to withstand stacking 5 to 6 feet (1.5 to 1.8 m) high without warping. It is undesirable to store glued and assembled boxes for more than 6 months, as the cardboard may warp or harden.