Kuidas teha paberist Eiffeli torni. Eiffeli torn
Tere, sõbrad! Pühade eel, nagu paljud teist, tegelen ka mina kingituste tegemisega. Ja iga kingitus, eriti käsitsi valmistatud, väärib korralikku pakkimist. Meistrite maal on sellel teemal palju imelisi meistriklasse. Pakun välja teise variandi: teeme ühes tükis skaneeringu etteantud suurusega hingedega kaanega karbist, näiteks pikkus 9 cm, laius 7 cm, kõrgus 3 cm, kaane sügavus 1,5 cm - A4 lehel .
MATERJALID JA TÖÖRIISTAD
Ma vajasin:
* paber või papp (mul on tavaline joonistuspaber, A3 lehe lõikan kaheks pooleks) - valge või värviline;
* käärid, joonlaud, pliiats, kortsutamisvahend (mul ei ole väga teravat täppi);
* kahepoolne teip (kasutan sagedamini kui liimi, sest paber ei märjaks ega deformeeru);

Kui teete värvilisele kartongile märgiseid, peate täpsuse huvides tegema seda valest küljest või tegema esiküljele skaneerimise perimeetri joonise ja seejärel märkima ainult need punktid, mis ühendatakse volti augustamisel. jooned (kortsumise staadium). Mõõtmed on diagrammil märgitud, et kõik oleks selge.

Praegusel etapil töötan arvutis Photoshopis, et värvida kast vajalike värvidega (ja ajada seisma jäänud printerit) ja lisada kaanele pilt, mis mulle meeldib. Samal ajal teen täiendavaid detaile, mis on vajalikud karbi sees viimistlemiseks. Pealegi värvin ainult detaile, taust jääb valgeks. See säästab tinti ja paberit. Ma võtan tausta saidilt http://www.liveinternet.ru/community/4091266/rubric/1693222/.

Soovi korral saab väljatrüki "lamineerida" läbipaistva isekleepuva liimiga. Ja seejärel lõigake saadud detailid välja.

Järgmiseks teen punktiarvestuse. See on väga oluline samm. Temast sõltub, kui korralikud on voltid ja kui täpselt kaas põhjas asetseb. Siin on omapära: joone kaanel surume läbi märgistusjoonte välisküljelt ja karbi alumise osa kortsumise teeme märgistusjoonte seestpoolt. Selgub, et voltimisjoonte vahel on väike vahe, mis võimaldab kaanel normaalselt karbile mahtuda.

Teen lõikeid ja painutan mööda pressitud jooni. Lisaks, kui karp pole veel liimitud, on mugav kleepida silt kaane siseküljele.

Kleepige ventiilidele kahepoolne teip.

Ma ei ürita teipi ideaalselt klapi külge sobitada. Lihtsalt lõikasin paberi ääred ilma teibita ära.

Eemaldan karbi põhja klappidel olevalt kleeplindilt kile ja liimin klapid. Ja siis proovin järgi, kuidas kaas karbile istub, vaatan, kas normaalseks kaane pealepanekuks on vaja külgi üksteise suhtes veidi liigutada.

Sain kasti. Jääb teha kasti põhja sisetükk.
Kokkupandavaid kaste on palju erinevaid. Levinuim disain on pappkast, mille põhi ja ülemine osa ei külgne ühise küljega; selle kokkupanemisel painutatakse papist skaneering mööda nelja paralleelset joont, millest üks eraldab kitsa klapi (moodustab tehaseõmbluse), mis on liimitud ja toorik saab varruka kuju. Servad lõigatakse ventiilide kujul, neile kantakse punktiirjooned; siis need klapid suletakse ja kinnitatakse hülsi servale ning selle tulemusena moodustub suletud pakend.
Riis. 6.2. Siin näidatud kokkupandavate kastide põhitüüpe on palju erinevaid. Joonisel on lamedad toorikud, mis on lõigatud; neile kantakse punktiirjooned ning seejärel pannakse kast kokku ja liimitakse. Liimklapp lõigatakse tavaliselt koos karbi tagaküljega nii, et pärast liimimist on papi lahtine lõige tagasi (näidatud). väliskülg, mida nimetatakse ka stantside pooleks)
Liimitud põhjaga karp on väga sarnane ülalkirjeldatud tüübiga, kuid mõlemad põhjad on pärast täitmist suletud. Joonisel fig. 6.2 näidatud erinevaid vorme põhjaklapid. Alumised klapid on sageli varustatud spetsiaalsete lukkudega, mis takistavad raskete kaupade väljakukkumist kasti tõstmisel. Pakikastidel on lisapesad ja sakid, mis takistavad paki teel olles avanemist.
Oleme andnud ainult peamised sordid, mille põhjal saab andekas disainer luua palju uusi modifikatsioone. Pakendil võivad olla erinevad väljalõiked ja väljaulatuvad osad, mis võimaldavad tarbijal toodet paremini näha või annavad kaubale kindla asukoha kasti sees. Täiendavate osade (perforatsioonid ja pöördliigendid, keeled ja pilud, noodialused ja mansetid) kaasamisega maksumus tõuseb veidi või ei muutu üldse. Just selline mitmekesine disain teeb kokkupandava kasti nii mugavaks.
Karbi kujunduse ja materjalide valiku määravad toote tüüp ja konkreetse toote turunduskaalutlused. Kui pakend täidab eranditult utilitaarseid funktsioone (näiteks on mõeldud toodete ladustamiseks) või tarnitakse tööstusettevõtetele või organisatsioonidele, siis võetakse otsuste tegemisel eelkõige arvesse omahinda. Sel juhul on probleemiks kasutada kõige õhemat pappi, mis antud juhul on vastuvõetav, ja arvutada minimaalne arenduspind.
Papi tugevuse suurenemine või vähenemine olenevalt selle paksusest on toodud tabelis. 6.2, samuti joonisel fig. 6.3, 6.4 ja 6.5. Pärast tehniliste nõuete sõnastamist on vaja läbi viia testid, mis kinnitavad valitud konstruktsiooni sobivust. Erilise tähtsusega on kukkumis- ja vibratsioonikatsed; need tuleks läbi viia töötingimustele võimalikult lähedastes tingimustes, st asetades kasti sisu, mille jaoks see on ette nähtud, ja pakkides saatekonteinerisse nii palju kaste, kui selles praktikas on plaanis transportida.
| Kasti maht, kuup. tolli | Sisu kaal, kilod | Papi paksus, tolli |
| kuni 20 | kuni 0,25 | 0,018 |
| 20 kuni 40 | 0,25 kuni 0,50 | 0,020 |
| 40 kuni 60 | 0,50 kuni 0,75 | 0,022 |
| 60 kuni 80 | 0,75 kuni 1,00 | 0,024 |
| 80 kuni 100 | 1.00-1.25 | 0,026 |
| 100 kuni 150 | 1.25-1.50 | 0,028 |
| 150 kuni 200 | kella 1.50 kuni 2.00 | 0,030 |
| 200 kuni 250 | 2.00-2.50 | 0,032 |
| 250 kuni 300 | 2.50 kuni 3.75 | 0,036 |
| 300 kuni 375 | kella 3.75 kuni 5.00 | 0,040 |

Riis. 6.3. Papi jäikuse määravad elastsusmoodul (Youngi moodul), kiudude pikkus ja lehe ristlõige. Puitmassi üksikute kiudude elastsusmoodul on umbes 500 000 psi (naela ruuttolli kohta) (3,448 MPa). Sest enamik kiud on paralleelsed paberi mõõna suunaga (pikisuunas), jäikus selles suunas on suurem. Lehe paksuse kasvades suureneb inertsimoment proportsionaalselt lehe keskpunkti ja selle välispinna vahelise kauguse ruuduga. Seetõttu määravad jäikuse suurimal määral väliskihid
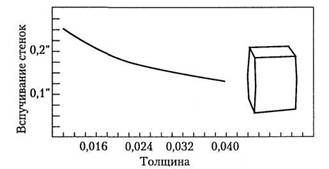
Riis. 6.4. Puistetoodete suurtesse kastidesse pakkimisel deformeeruvad ja paisuvad nende seinad sisu sisemise rõhu all. Kõige olulisem tegur on külje pindala. Graafik näitab, et papi paksuse suurendamine vähendab seinte paistetust vaid veidi.
Voldikpapi üks nõudeid on selle atraktiivsus ostja jaoks, kuid arvestada tuleb ka muude teguritega. Kõigepealt peaksite kaaluma toote paigutuse viisi. Pakend peab olema stabiilne ega tohi poes riiulilt maha kukkuda. Karbi esikülg peaks hea välja nägema ka juhul, kui jaotusvõrgus on riiulitel palju karpe. On vajalik, et pakendi suurus (võrreldes toote suurusega) oleks kindel, kuid samas ei eksitaks tarbijat. Joonisel fig. 6.6 näitab näitena, kuidas määrata pehme toruga karbi jaoks sobivaim suurus.

Riis. 6.5. Transpordi ajal mõjuvad karbile peamiselt survejõud. Graafik näitab, kuidas papi tugevus suureneb selle paksuse kasvades. Näiteks kaaluge maksimaalne koormus(naelades) ülalt alla, mida 210 x 76 x 279 mm karp suudab toetada
Pappkasti suurus peaks vastama poe riiulite standardkõrgusele. Kui jaotusvõrgus riputatakse kõnealune toode tavaliselt konsoolidele, siis tuleb kast varustada riputusaasaga või pikendada ühte külge ja teha sinna vastava suurusega auk. Tarbijal peaks olema lihtne pakendatud toodet riiulilt üles võtta ja käes hoida. Raske pappkasti saab tarnida samast hõõritsast lõigatud käepidemega. Pakkuda heal tasemel müügile aitab kaasa aken karbil, mille kaudu on näha selle sisu või kvaliteetne pilt pakendatud tootest.
Muutused toimuvad ka pakendatud toodete poeriiulitele paigutamise vallas. Pikka aega sisse jaemüük võimaluse korral paigutati (ja trükiti vastavalt) kastid tarbija poole – väljapoole ja ülespoole –, et tõmmata eksponeeritavale tootele rohkem tähelepanu. Mõnikord on kast mõeldud horisontaalselt riiulile asetamiseks (põhjuseks võib olla toote parem väljanägemine sel juhul ja mõnikord võimalus karpe kahes kihis laduda) ning juhtub isegi, et arukad pakendidisainerid kasutavad valmis- valmistatud kasti tüüpi, mida mõni või teine ettevõte kasutab vertikaalselt kuvatavate toodete jaoks. Kuid samal ajal suureneb kauplustes, eriti supermarketites pakutavate toodete valik ja paljud kaupluste juhid eelistavad seda. esikülg oli väiksema pindalaga, kuna see võimaldab riiulile panna rohkem toodete tüübid. Riiulipinna pärast käib pidev konkurents.
Viienda küljega kastide kasutamisele tuleks suhtuda äärmise ettevaatusega. Need on tõesti tõhusad riiulil olevale tootele tähelepanu tõmbamisel, kuid nende tootmiseks on vaja rohkem pappi, need võivad tekitada probleeme nii tootmisliinil töötlemisel kui ka saatekasti pakkimisel. Sellised karbid võivad aga olla pakendamiseks asendamatud väikesed esemed millega muidu on oht lihtsalt märkamatuks jääda.
Riis. 6.6. Bristol-Lund valem (Bristol Lund) kasutatakse pehme toruga karbi kõige sobivama suuruse arvutamiseks (kuid tavaliselt järgitakse ka reeglit pakendite vastu, mis tekitavad toote kohta valeandmeid)
Mõningatel juhtudel tuleb pisivarguste vältimiseks teha kast piisavalt suureks, et seda ei saaks peos peita ega teise kasti sisse panna. Samal põhjusel on eelistatav liimida kasti klapid, vastasel juhul saab varas kauba ära võtta ja tühjad pakendid riiulisse tagasi viia.
Pakendite hea välimuse jaemüügivõrgus määravad karbi enda tugevus, kasutatud papi kvaliteet ja trükitüüp. Ei ole soovitatav säästa raha, kasutades madalama kvaliteediga materjali, mis kaotab kiiresti oma esitusviisi.
Kui turundusaspektid on arvesse võetud, peaksid edasised otsused materjalide valiku ja karbi kujunduse kohta põhinema pakendi otstarbel ja selle kulunõuetel; üksikute aspektide analüüs tuleks läbi viia etapiviisiliselt.
Kuna erinevad tehased toodavad erinevaid plaate, on pakendiinseneril mõttekas esmalt määrata välja arendatava karbi turundus- ja tehnilised nõuded ning seejärel valida endale sobivaim plaaditüüp.

Riis. 6.7. Mõju all ilmastikunähtused ja säilitustingimused, võib papi tugevust poole võrra vähendada
Järgmiseks peate välja selgitama, kas see materjal on saadaval vajalikus koguses ja teatud aja jooksul. Nii näiteks kaotatakse järk-järgult kasutuselt rasked ringlussevõetud papp, mille paksus on üle 30 punkti (0,8 mm), ja eriti rasked tahke pleegitatud sulfaatpapi liigid. (SBS) praegu kasutatakse ainult piimapakkide tootmiseks. Muud materjalid nagu 10 pt (0,25 mm) plaat ja profileeritud lainepapp E ja F(mida mõnikord kasutatakse voltimiskastide tootmiseks suurenenud tugevus), mõnes piirkonnas on seda väga raske hankida. Teine tegur on ilm. Nii näiteks mõjutab niiskus karbi jäikust ja karbi tugevust (joonis 6.7).
Taaskasutatud kartongi valimisel peaks pakenditehnoloog arvutama ka ümbertöödeldud papist kastide trükkimise ja valmistamise maksumuse ning arvestama ka võimalusega, et pakendamisseadmete tootlikkus on väiksem, kuna rohkem suured kiirused kvaliteet langeb. Lisaks ei pruugi ringlussevõetud plaat olla piisavalt tugev, et toota mõningaid keerukaid kujundusi, nagu otsakorgid ja sulgurid. Selle tulemusel võib juhtuda, et soovitud pakkimisomaduste saavutamiseks võib vaja minna paksemat sorti taaskasutatud pappi, kuid sel juhul tuleb kasutada raskemaid koormaid ja suuremaid transpordikaste.
Juhtudel, kui lähitulevikus on oodata käsitsi või poolautomaatseid pakendeid, on soovitav hinnata pikaajalist väljavaadet ja teha kindlaks, kas tulevikus minnakse üle automaatsetele seadmetele. Näiteks kast, mille põhjas on riiv, sobib ideaalselt käsitsi laadimiseks ja seda ei saa automaatseadmetel sulgeda. Töötada välja kasutuskaardid, kujundada pakendamis- ja täiteseadmete osad selliselt, et keerulisematele tehnoloogiatele üleminekul ei oleks vaja välja vahetada stantsimisstantse ja trükivorme ning veelgi enam kõiki kasutatud pakendamisseadmeid.
Maksumus on alati oluline aspekt, ja paljuski määrab selle disaini valik ja kasutatud materjali tüüp. Üldreeglina kõik papi jõudluse paranemised või paranemised välimus selle pind toob kaasa kulude tõusu. See on valdkond, kus pakenditehnoloog saab turundusosakonnale toodete pakendamise otsuste tegemisel olulist abi osutada. Siin ei ole rangeid reegleid ning lõplik valik tehakse kompromissi alusel. Tabelis olevate andmete kasutamine. 6.3, saab otsustada, kas kasutada ringlussevõetud südamikuga pappi või ainult esmaseid kiude.
Tabel 63 Uuest materjalist valmistatud papi ja teisest (ringlussevõetud) materjalist sisekihtidega kartongi omaduste võrdlus
| Omadused | Tahke pleegitatud sulfaatplaat | Papp sisemiste taaskasutatud kiudude kihtidega |
| Seina deformatsioon (turse) | Kasti avamisel deformeeruvad seinad pikisuunalise väiksema jäikuse tõttu | Pikisuunaline jäikus on suurem |
| Rilevka | Hindejooni hoitakse kindlalt | Punktijooned kaotavad aja jooksul oma kuju |
| Pugeda | Väike libisemismäär; väiksem surveväsimus | Kõrge libisemiskiirus; suur kompressiooniväsimus |
| Liimimine | Nõuab kallist sünteetilist liimi | On vastuvõetav kasutada odavat dekstriinliimi |
| Töötlemise ühtsus | Ühtsem töötlemine | Käsitsetakse vähem ühtlaselt |
Pärast kõigi nende küsimuste läbimõtlemist võetakse neid arvesse oluline tegur kui majanduslik efektiivsus. Kuigi keskkonnaohutus sisse viimastel aegadel piisavalt tähelepanu pöörates nõustub enamik pakendieksperte, et valik tehakse alati kõige funktsionaalsema ja ökonoomsema variandi kasuks.
Pakendidisainer peab tegema koostööd karpe tarniva tootmisettevõtte disaineriga. Viimasel ajal on tekkinud soov määrata tehnilisi omadusi tarnija ja tellija vastastikusel kokkuleppel; kasti arengukava tehakse ka mõlemale poolele vastuvõetavaks. Materjalitarnijad ja pakenditootjad teavad, et see võtab palju aega, kuid pingutus on seda väärt.
Peamised punktid, mida tuleb märkida tehnilised kirjeldused kokkupandavad karbid on:
- mõõtmed;
- kasutatud materjalid;
- soone skeem.
Mõõtmed esitatakse alati järgmises järjekorras: pikkus, laius, sügavus; neid mõõdetakse ühe punktijoone keskelt teise punkti keskpaigani. Pikkus mõõdetakse piki kaane hinge, laiust mõõdetakse hingest volditud klapini ja sügavust paralleelselt kleepuva klapiga. Millal keeruline disain on mõistlik esitada üksikasjalik diagramm.
On vaja täpselt määrata kartongi paksus, tihedus, kattekiht ja läige. Antud on nii esi- kui tagapinna omadused, näiteks: valge papp masinkattega, hall papp, paindumiskindel papp jne. Vajalik on ka trükitüüp. Kõik värvid ja toonid tuleb märkida standardsete kodeerimissüsteemide abil või esitada näidistena; lisaks on näidatud lubatud kõrvalekalded kehtestatud standarditest. Kui on vaja kasutada läikivaid värve või lakkida kogu kasti pind või selle üksikud sektsioonid, tuleb see tehnilistes kirjeldustes märkida. On vaja üksikasjalikult täpsustada, millised proovivõtumeetodid aktsepteeritakse, samuti vastuvõtukontrolli käigus nõutav kvaliteeditase.
Konkreetse pakendi väljatöötamisel on kõigepealt vaja kindlaks määrata konteineri sisemõõtmed, mis on määratud pakendatud toodete suuruse järgi. Iga suuruse pikkust suurendatakse veidi – tavaliselt 1/32–1/16 tolli (0,8–1,6 mm) – nii, et selle ja kasti vahele jääb tühimik. Seejärel valitakse kartongi paksus; kõige sagedamini kasutatav materjal on 18 ja 20 punkti paksune (0,457 ja 0,51 mm). Valitud mõõtmete õigsuses veendumiseks on selles etapis soovitatav teha pakendi näidis.
Enamikul suurtel kartongivabrikutel ja isegi mõnel pakendifirmal on disainibüroo; Töö
läbi arvutis. Arvutipõhise projekteerimissüsteemi ja graafikalaua abil koostatakse kastijoonise kriitiliste punktide skeem, mis seejärel sisestatakse andmebaasi. Seejärel ühendab arvuti need punktid joontega. Arvutiga on ühendatud plotter, mis kannab saadud joonise papi või vinüülplasti lehele. Kui pilt on kantud kartongile, siis sama plotteri abil saab täpselt tehnilisi tingimusi järgides teostada detaili skoori ja lõikamist. Seejärel hindavad proovi nii pakendamistehas kui ka karbi tarnija ning kinnitavad need.
Kui plotter prindib vinüülile, on võimalik küljendus trükkida läbipaistvale polüesterkilele, mida kasutatakse seejärel kinnituslehena õige asukoht pildid kasti detailide kohta.
Väiksemates pakendamistehastes eelistatakse näidiseid käsitsi valmistada. Pappkiud on peaaegu alati horisontaalsed, see tähendab, et need jooksevad ümber karbi külgede, risti peamiste punktide joontega; selline kiudude suund aitab vältida deformeerumist (punnimist) piki ülemist serva ja aitab hoida põhiküljed tasased (joon. 6.8).
Näidiskarbi valmistamiseks lõigatakse kääride või noaga piki kontuuri hõõrits ning asetatakse toorik esikülg allapoole pikale skoorimisjoonlauale, mille saab hankida kasti tarnija. See terasest joonlaud on paigaldatud puidust alusele ümara servaga ülespoole. Toorik surutakse ülevalt vastu skoorimisjoonlauda hargneva pinnaga varda abil, mis tõmmatakse mööda papi pliiatsiga tõmmatud jooni. Baar on valmistatud täispuidust; selle otsapinnale tehakse 1/16 tolli lai ja 1/32 tolli sügav (1,6 x 0,8 mm) soon. See tekitab piki skoorimisjooni rant, mis lõhub selles piirkonnas karbi jäikuse, võimaldades teha korralikke volte (vt joonis 6.9).

Riis. 6.8. Kõige sagedamini jooksevad kartongi kiud kasti ümber, risti põhijoontega. Tänu sellele on materjalil suurem jäikus intervallil ühest punktireast teiseni. Kumerad servad tagavad jäikuse vastassuunas
Riis. 6.9. Papp on painutatud punktijoonest lähtuvas suunas. Lõikuri ja stantsilõikuri soonest moodustatud rull katkestab paberikihtide vahelise sideme. Lehe voltimisel papp voltimisjoonel delamineerub ja ulatub rullina väljapoole, vähendades seeläbi kartongi väliskihi koormust. Kui seda poleks juhtunud, oleks välispind rebenenud

Riis. 6.10. Põhimõõtmed (tollides), kasutades näitena tüüpilist kokkupandavat kasti. ühised standardid ei eksisteeri ja toodetud sortide arv on üsna suur
Lisaks, kui me räägime liimitud karbist, siis sõltumata proovi valmistamise viisist volditakse toorik kokku, kantakse liim ja seejärel asetatakse kast koormuse alla tasaseks ja hoitakse kuni liimi kuivamiseni. Tingimusel, et lõikamine ja lõikamine on õigesti tehtud, peaksid küljed asetsema täpselt üksteise suhtes täisnurga all ning otsaseinu moodustavad ja neid kinnitavad ventiilid tuleks sisestada piludesse või seista soovitud asendis ilma liigse hõõrdumiseta. Harvadel juhtudel on korrektsema montaaži tagamiseks vaja servi lõigata või uusi lõikejooni rakendada. Selle näidise abil saab seejärel kontrollida, kas kasti algselt valitud mõõdud sobivad ehk kas sisu mahub karpi ootuspäraselt. Levinumad suurused leiate jooniselt fig. 6,10; pappkasti detailide kirjeldamise täpne terminoloogia on toodud joonisel fig. 6.11.
Kui katsetatavat tüüpi kastid on ette nähtud töötlemiseks automaatseadmetel, siis on vajalik, et kastide tarnija valmistaks stantsimisvormi. Valmistada tuleks vähemalt 500 näidist, mis liimitakse tööstuslikul liimimismasinal; neid testitakse kastide tootmise seadmete peal. Näidiste trükkimine ei ole kohustuslik, vaid need peavad olema valmistatud vastavast materjalist.

Riis. 6.11. Tarnijaettevõtetega vastastikuse mõistmise tagamiseks tuleks voldikpapi üksikasjad õigesti nimetada
Tänapäeval on üha rohkem erinevaid rakendusprogramme ning üha enam valmistatakse kastide pilte ette arvutis. Arvutipõhise projekteerimissüsteemi kasutamisel saab karbi kujunduse väljatöötamist teostada koos tööga trükipildi kallal ja seega koheselt - vastavalt täpsetele spetsifikatsioonidele - töötatakse välja pakett tervikuna. Siiski ei tohiks printimisel kasutada arvuti väljatrükke värvide sobitamise võrdlusalusena. Trükiproovi valideerimiseks kasutatav korrektuurisüsteem ja kasutatav tint peaksid olema võimalikult lähedal valitud trükiprotsessi tehnoloogiale, kuna trükimeetodid on väga erinevad.
Väikeettevõtetes ja trükikodades, kus pakend valmistatakse käsitsi, koostatakse proovitrükileht. Selline templilt trükitud leht võimaldab kontrollida, kas pitser on pappkasti mõlemal küljel õigesti paigutatud.
Pappkastid tuleks pakkida tugevatesse transpordikastidesse, kus on umbes 15% vaba ruumi, et vältida rihveldatud voldikute kahjustamist. Kui karbid on liiga tihedalt pakitud, surutakse vastasküljed üksteise vastu, samas on eelistatav, et need kõverduksid veidi väljapoole, kuna nii on karbi enne täitmist lihtsam avada. Väikesed kastid pakitakse eelistatavalt kandikutele, kuid suurtes karpides saab sisu hõlpsasti kartongilehtedega eraldada. Kõik virnas olevad kastid peavad olema virnastatud samas suunas, mis on eriti oluline, kui monteerimine toimub automaatsete seadmetega. Nendel eesmärkidel kasutatavad transpordikastid on tavaliselt valmistatud lainepapist; need peavad olema piisavalt tugevad, et taluda 5–6 jala (1,5–1,8 m) kõrgust virnastamist ilma kõverdumiseta. Liimitud ja kokkupandud kaste ei ole soovitav säilitada kauem kui 6 kuud, kuna papp võib kõverduda või kõveneda.